


PRODUCT
产品中心










泰州市海特换热设备制造厂是一家以推动能源技术进步而提供高效、高品质热交换器的公司。
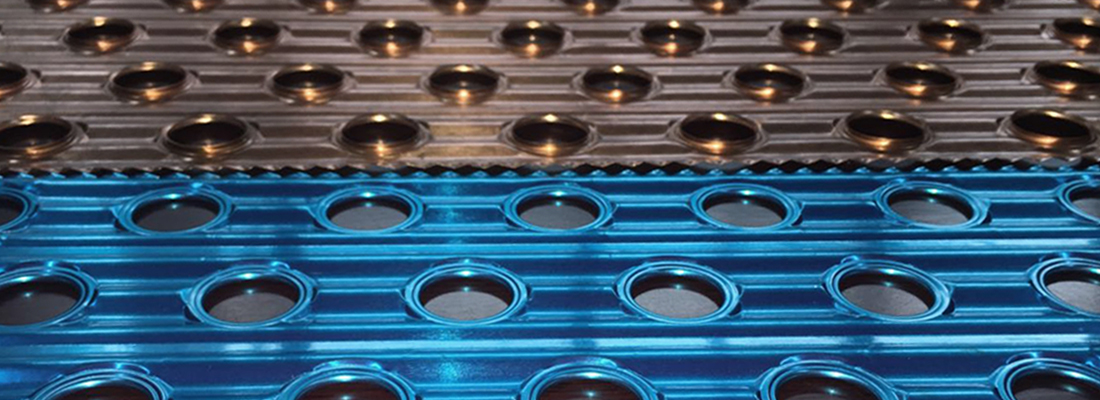
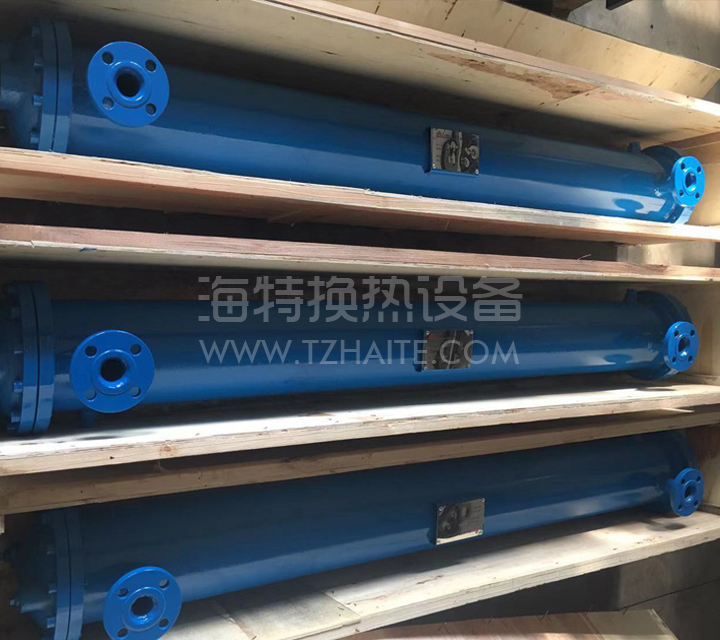
泰州市海特换热设备制造厂是生产电机冷却器、空冷器、高效油冷却器、板式换热器的厂家,产品广泛用于矿山、钢铁、压缩机、化工、船舶、电力、冶金、工程机械等行业,公司销售服务网络遍布全国.
泰州市海特换热设备制造厂拥有一支高效、务实、追求卓越的团队,倡导为员工创造价值、为客户创造价值、为社会创造价值的企业文化理念。坚持“坚持精心设计、精···......


有关油冷却器漏油的原因以及解决方法有哪些呢?当油冷却器发生漏油时很多客户都没有注意···...

冷却器的板换腐蚀是比较费事的工作,腐蚀会导致功能下降,设备的损坏等。板换腐蚀的情···...
